- Home
- API
- ICP Programs
- API-SIEE
- API-SIEE - Source Inspector Electrical Equipment
API API-SIEE Source Inspector Electrical Equipment Exam Practice Test
Source Inspector Electrical Equipment Questions and Answers
The cosine of the difference in phase angle between voltage and current is:
Options:
power factor.
real power.
apparent power.
mho.
Answer:
AExplanation:
The correct answer isA, power factor. In AC electrical systems, the phase relationship betweenvoltageandcurrentis an important indicator of how effectively electrical power is being used. Thecosine of the phase angle differencebetween voltage and current is called thepower factor. Mathematically, power factor expresses the ratio ofreal power, which performs useful work, toapparent power, which is the total power supplied to the circuit. When voltage and current are in phase, the cosine value is 1 and the power factor is unity. When they are out of phase due to inductive or capacitive effects, the power factor becomes less than 1.
From a source inspection and quality surveillance standpoint, understanding power factor is important when reviewing electrical test data, motor performance, transformer loading characteristics, and system efficiency information.Real poweris measured in watts,apparent powerin volt-amperes, andmhois a unit of conductance, so none of those terms define the cosine of the phase angle itself. Therefore, the correct technical term for this cosine relationship ispower factor.
According to ANSI C57.12, the average winding temperature rise above ambient temperature shall not exceed what value?
Options:
65°C
70°C
80°C
90°C
Answer:
AExplanation:
The correct answer isA. UnderANSI C57.12transformer requirements, theaverage winding temperature rise above ambientis commonly limited to65°Cfor standard transformer designs. This limit is important because transformer insulation life is strongly affected by operating temperature. If the winding temperature rise exceeds the permitted value, insulation aging accelerates, reducing transformer reliability and service life. That is why temperature-rise testing is a key verification item during transformer manufacture and factory acceptance activities.
From a source inspection perspective, the inspector should verify that the transformer has been tested in accordance with the applicable standard, that the measured temperature-rise values are properly recorded, and that the results comply with the specified acceptance criteria. The average winding temperature rise is not the same as hotspot temperature, and it must be evaluated against the standard test method and rating basis. The other options are too high for the standard average winding rise value typically associated with ANSI C57.12. In API-aligned source inspection and quality surveillance oftransformers, confirming compliance of factory test results such as temperature-rise performance is an essential part of final acceptance. Therefore,65°Cis the verified answer.
According to API 541, during a witness or observed test of a 500 hp kW induction motor, the purchaser shall have the right to observe all the following, which may occur due to the expected or unexpected part or event of the test except:
Options:
dismantling of the motor.
inspection of the motor.
disassembly of the rotor.
reassembly of the motor.
Answer:
CExplanation:
The correct answer isC. disassembly of the rotor. In API 541 witness or observed testing practice for large induction motors, the purchaser has the right to observe activities that may become necessary as part of the test process, includingdismantling of the motor, inspection of the motor, and reassembly of the motor. These actions are directly related to investigating test issues, verifying construction, checking condition after a test event, and confirming that the motor is properly restored following inspection.
The rotor itself is normally treated as a major internal component of the motor, butdisassembly of the rotoris not a standard purchaser observation right described in the same way. A rotor may beremovedor examined if necessary, but “disassembly of the rotor” suggests taking apart the rotor assembly itself, which is not the expected wording or normal scope of witness rights during standard API 541 test observation. For source inspection purposes, this distinction matters because inspectors must recognize the difference between observation of motor-level teardown and reassembly versus unnecessary or nonstandard internal component disassembly. Therefore,Cis the exception.
Which of the following is identified in the guide as a key MCC design item?
Options:
Ground bus
Transformer conservator
Buchholz relay
Tap changer handle
Answer:
AWho is responsible for verifying that Non-conformance report NCR disposition has been properly implemented?
Options:
Vendor's Quality Manager
Inspection Coordinator
Source Inspector
Manufacturing Engineer
Answer:
CExplanation:
The correct answer isC. Source Inspector. In API source inspection practice, once a non-conformance report NCR has been issued and a disposition such as repair, rework, use-as-is, or reject has been approved, the responsibility forverifying that the approved disposition has actually been implemented on the productbelongs to theSource Inspector. This is consistent with the inspector’s core role in source inspection: to witness, verify, document, and report whether manufacturing and quality activities comply with the approved specifications, drawings, procedures, and disposition requirements.
TheVendor’s Quality Managermanages the supplier’s internal quality system and coordinates corrective actions, but is not the independent verifier for the purchaser’s inspection function. TheInspection Coordinatoradministers scheduling, communication, and inspection planning, yet does not normally perform the physical verification at the equipment level. TheManufacturing Engineermay define or support the technical correction, but implementation verification remains an inspection responsibility. Therefore, after NCR disposition is approved, theSource Inspectormust confirm through examination, records review, and where necessary witness of reinspection or retest that the disposition was properly carried out and closed.
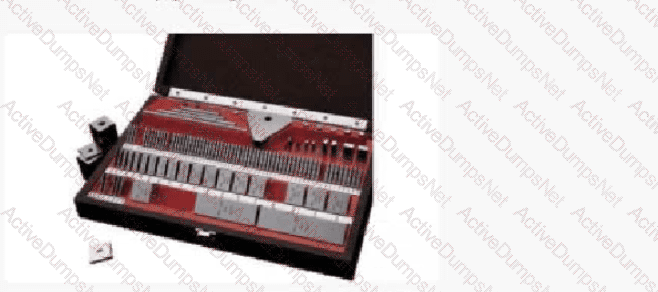
What would the equipment pictured below be used for?
Options:
Precise measurement of shaft alignment
Precise measurement of machined equipment requiring close tolerances
Calibration of precision measuring equipment
Verification of proper spacing between motor and gearbox
Answer:
CExplanation:
The correct answer isC. Calibration of precision measuring equipment. The pictured item is agauge block set, also calledJo blocksorslip gauges. These are precision-ground blocks manufactured to extremely accurate dimensions and are primarily used as a reference standard forchecking and calibrating measuring instrumentssuch as micrometers, calipers, dial indicators, height gauges, and other dimensional inspection tools. In manufacturing and fabrication processes, source inspectors must be confident that the instruments used by the supplier are properly calibrated and traceable, because reliable measurement is essential for verifying tolerances, fit-up, machining accuracy, and component acceptability.
OptionBis close, but gauge blocks are generally not the direct tool used to measure the equipment itself during routine production inspection. Instead, they serve as areference standardto confirm the accuracy of the measuring devices that will perform those inspections. OptionAis incorrect because shaft alignment is typically checked using dial indicators, laser alignment tools, or similar methods. OptionDis also incorrect because spacing verification would use other dimensional tools, not this reference block set.
What document provides information on design and installation of electrical systems for fixed and floating offshore petroleum facilities for unclassified and Class I, Zone 0, Zone 1 and Zone 2 locations?
Options:
NFPA 70
IEEE 841
API RP 14F
API RP 14FZ
Answer:
DExplanation:
The correct answer isD. API RP 14FZ. This document is specifically intended for thedesign and installation of electrical systems on fixed and floating offshore petroleum facilitieswhere equipment may be located inunclassified areas and hazardous classified areas identified as Class I, Zone 0, Zone 1, and Zone 2. The key clue in the question is the use of theZoneclassification system. In API and offshore electrical practice,API RP 14FZaddresses the offshore application of the zone-based hazardous area approach.
By contrast,API RP 14Fis associated with offshore electrical system guidance using the olderdivision-basedclassification approach rather than the zone terminology.NFPA 70is the National Electrical Code and is broader in scope; it is not the specific offshore petroleum recommended practice asked here.IEEE 841relates to severe-duty squirrel-cage induction motors and does not cover complete offshore electrical system design and installation requirements.
For source inspectors, recognizing the correct governing document is important because inspection and surveillance activities must verify compliance against the applicable design basis, hazardous-area classification method, and purchaser specification.
Which of the following is listed as a typical transformer inspection point in the guide?
Options:
Verification of PCB content labeling
Rotor bar balance check
Impeller alignment
Ventilation fan blade pitch adjustment
Answer:
AAccording to NFPA 70, installed conductor insulation temperature rating shall be a required marking on what type of system?
Options:
Metallic busways
Nonmetallic auxiliary gutters
Sheet metallic auxiliary gutters
Non-metallic busways
Answer:
BExplanation:
The correct answer isBbecausenonmetallic auxiliary guttersrequire marking of theinstalled conductor insulation temperature rating. This requirement exists because nonmetallic systems are more directly affected by thermal limitations of the enclosure material than metallic systems. The marking helps ensure that the conductors installed in the gutter do not exceed the temperature capability of the nonmetallic enclosure, which is a key safety and compliance issue under NFPA 70. By contrast,sheet metallic auxiliary guttersdo not rely on this same temperature-limitation marking in the same way, andbuswaysare governed by different construction and marking requirements related more to voltage, current, short-circuit rating, and system characteristics than to installed conductor insulation temperature.
This aligns with the API Guide for Source Inspection and Quality Surveillance of Electrical Equipment, which places strong emphasis on verifying that equipment markings, nameplates, documentation, and construction details comply with the governing code, approved drawings, and purchase specifications during source inspection and surveillance. The guide also identifieselectrical systemsamong its covered equipment areas and focuses on inspection and quality-surveillance activities rather than detailed design engineering alone.
Which switchgear-related item is explicitly identified in the guide table of contents as an inspection topic?
Options:
Cable tray color coding
Metering
Turbine nozzle alignment
Firewater pump casing hardness
Answer:
BAccording to API 541, when specified, shipping preparations shall make the equipment suitable for outdoor storage from the time of shipment for at least:
Options:
three months.
six months.
nine months.
twelve months.
Answer:
BExplanation:
The correct answer isB. UnderAPI 541, when outdoor storage protection is specified by the purchaser, the vendor’s shipping preparation and preservation measures are intended to keep the motor and its accessories suitable foroutdoor storage for at least six months from the time of shipment. This requirement is important because large motors are often delivered to project sites well before installation and may remain exposed to ambient weather conditions, humidity changes, dust, and condensation risks during storage.
In practical source inspection terms, this means the inspector should verify preservation measures such as protective covers, sealed openings, corrosion protection on exposed machined parts, moisture-control provisions, proper drain and breather arrangements where applicable, blocked or secured rotating elements if required, and adequate packing and marking for storage and transport. The goal is not only safe shipment, but also preservation of the motor’s condition until installation and commissioning. Three months is generally too short for major project logistics, while nine and twelve months exceed the minimum duration stated in this requirement. Therefore, the API 541 minimum specified period for outdoor storage suitability after shipment issix months, makingoption Bthe verified answer.
According to NFPA 70, abrasion protection shall be applied to what component where it passes through metal?
Options:
Conductor insulation
Rigid conduit
Secondary circuits
Semi-rigid conduit
Answer:
AExplanation:
The correct answer isA. According toNFPA 70, when aconductorpasses throughmetal, protection must be provided so that theconductor insulationis not damaged by sharp edges, burrs, or vibration at the metal opening. The concern is not the conduit itself, but theinsulated conductor surface, because abrasion at the point of entry can wear through the insulation and create a risk of short circuit, ground fault, arcing, or shock hazard. This is why bushings, grommets, insulated fittings, or other approved protective means are commonly required wherever insulated conductors pass through sheet metal, boxes, cabinets, gutters, or similar metallic openings.
The other options are incorrect becauserigid conduitandsemi-rigid conduitare wiring methods, not the protected element identified in this rule.Secondary circuitsare a circuit classification, not the physical component being protected from abrasion. In API-aligned source inspection and quality surveillance, this requirement is important when verifying panel wiring, junction boxes, control panels, and other electrical assemblies to ensure conductor routing and entry points comply with code and do not damage the insulation during service. Therefore, the correct answer isconductor insulation.
According to NEMA ICS 2, a provision for pad locking shall be provided:
Options:
on the door to prevent opening the combination starter door.
on the external operating handle.
on the wireway to prevent opening the wireway on the motor control center.
on the rear door of the low voltage motor control center.
Answer:
BExplanation:
The correct answer isB. UnderNEMA ICS 2for motor controllers and combination starters, the required provision forpadlockingis associated with theexternal operating handle. This arrangement allows the disconnecting means or operating mechanism to be secured in the desired position, typically for safety isolation and lockout purposes during maintenance or inspection. It is a functional safety feature tied directly to operation of the controller, not merely to enclosure access.
The other options are not the standard requirement in this context. Padlocking thedoor,wireway, orrear doormay be used in some installations for security or restricted access, but those are not the specific NEMA ICS 2 provisions identified for the controller operating mechanism itself. The standard intent is to ensure that the operating handle can be locked so the equipment cannot be unintentionally operated while personnel are working on or near it.
From an API source inspection perspective, this falls under verification ofMCC construction details, safety features, interlocks, and compliance with applicable referenced standardsduring shop inspection and quality surveillance. Therefore, the correct answer ison the external operating handle, which makesoption Bthe verified answer.
What is the purpose of a clamp meter?
Options:
To measure the magnetic field around a conductor
To test that the electrical equipment maximum temperature does not exceed the ignition temperature of gases in the environment
To externally measure the sum of the current flowing through the cable
To verify the process temperature and the equipment temperature have the same Class 1 rating
Answer:
CExplanation:
The correct answer isC. Aclamp meteris used to measureelectrical current externallywithout disconnecting the conductor or opening the circuit. It works by clamping around a conductor and sensing the magnetic field created by current flow, then converting that into a current reading. In practical inspection and test work, the instrument’spurposeis current measurement, not merely magnetic-field observation. That is why option C is the best answer.
Option A describes theoperating principlein a partial sense, but not the actual inspection purpose of the device. Options B and D are unrelated to clamp meters and instead refer to hazardous-area temperature classification concepts. In API-aligned source inspection and quality surveillance, proper use of electrical measuring instruments is essential when verifying test results, factory checkout activities, and equipment conformity. The guide emphasizes inspection and surveillance of electrical equipment categories such aselectrical systems, along with verification of testing and measurement activities as part of source inspection practice. Therefore, a clamp meter is correctly usedto externally measure current flowing through a conductor, makingoption Cthe verified answer.
According to API 541, prior to mechanical running test, each mounting foot shall be checked for “soft feet.” How is this check conducted?
Options:
Feeler gauges are used at the foot to base interface to verify gap tolerance has not been exceeded
After torquing mounting bolts, a vertically oriented, zeroed, dial indicator is attached to each foot and a reading taken after loosening of the bolt torque to verify movement is within tolerance
A dial indicator is oriented vertically and zeroed prior to base bolt tightening with a reading taken after tightening to confirm movement is within tolerance
Mounting bolt torque is verified with a calibrated torque wrench with no visible gaps observed between the foot and base interface
Answer:
BExplanation:
The correct answer isB. In large motor inspection practice underAPI 541, asoft footcheck is performed to confirm that all motor mounting feet sit properly on the base and that tightening or loosening the hold-down bolts does not distort the motor frame. The accepted method is to first have the mounting bolts tightened, then place adial indicator verticallyat the foot,zero the indicator, and observe the movement when the bolt torque isrelieved or loosened. If the foot lifts or the frame shifts beyond the permitted tolerance, the condition indicates soft foot and must be corrected before the mechanical running test.
This matters because soft foot can introduce frame strain, misalignment, elevated vibration, bearing loading, and unreliable mechanical test results. In source inspection, the purpose is not merely to verify bolt tightness or visible fit-up, but to confirm that the machine is mounted without distortion under actual installed clamping conditions. Option A may reveal a gap but does not fully assess frame movement under bolt load. Option C reverses the usual verification sequence. Option D is inadequate because torque and visual appearance alone do not confirm absence of soft foot.
When a deviation from specifications, drawings, codes, or standards is identified, the source inspector should FIRST treat it as:
Options:
a supplier observation only
a schedule note
a nonconformance
a warranty issue
Answer:
CWhich of the following tools is used for inspection of coating?
Options:
Dry film thickness DFT
Digital surface profile gauge
Surface profile replica tape
Ultrasonic thickness meter
Answer:
AExplanation:
The correct answer isAbecause the most common and direct inspection instrument used for acoating after applicationis thedry film thickness DFT gauge. In source inspection and quality surveillance, coating verification typically includes checking whether the applied paint or protective coating has achieved the specified thickness range. That is a fundamental acceptance point because coating that is too thin may fail prematurely, while coating that is too thick may crack, blister, or cure improperly. In practical inspection language, the option says “Dry film thickness DFT,” but it clearly refers to theDFT measuring gauge/toolused by inspectors.
The other options are related but not the best answer. Adigital surface profile gaugeandsurface profile replica tapeare mainly used to evaluate thesurface profile of blasted steel before coating, not the final dry coating thickness itself. Anultrasonic thickness meteris generally used for base material wall thickness measurement, not routine paint-coating inspection. The API guide covers source inspection and surveillance of manufacturing activities and stresses verification against specifications, records, and inspection points for covered equipment.
According to API 541, when shall the vendor provide calculated data from the final witness testing?
Options:
Two weeks following testing
Upon request
At time of final shipment
Immediately upon completion of testing
Answer:
AExplanation:
The correct answer isA. UnderAPI 541, the vendor is required to provide thecalculated data from the final witness testing within two weeks following completion of the testing. This requirement recognizes that some final witnessed test results, especially those involving calculated performance values, are not always fully available at the exact moment the physical test ends. The vendor may need additional time to review recorded measurements, perform the required calculations, validate the data, and assemble the final certified test package.
This timing requirement is important in source inspection because the witnessed test may produce bothdirectly observed readingsandpost-test calculated results. The source inspector confirms that the testing itself was properly performed and witnessed, while the final calculated package must still be submitted within the standard’s required period so the purchaser can verify guaranteed motor performance and compliance. The other options are not the best match for the API 541 wording. “Upon request” is too indefinite, “at time of final shipment” may be too late, and “immediately upon completion of testing” does not allow for the calculation and certification process. Therefore,two weeks following testingis the verified API 541 answer.
According to ANSI/NETA/ATS, when performing a dielectric withstand test on each bus section, the test voltage shall be applied for how long?
Options:
One second
One minute
One hour
One day
Answer:
BExplanation:
The correct answer isB. UnderANSI/NETA/ATSpractices, adielectric withstand teston eachbus sectionis typically performed by applying the specified test voltage forone minute. This one-minute duration is the standard acceptance interval used to demonstrate that the bus insulation system can safely withstand the prescribed overvoltage without breakdown, flashover, or unacceptable leakage. It provides enough time to reveal insulation weakness while remaining within the intended non-routine high-potential test method for acceptance testing.
From a source inspection perspective, this matters because switchgear bus insulation integrity is a critical verification point during factory testing and final quality surveillance. The inspector is expected to confirm that the correct test method, voltage level, duration, and acceptance criteria are used and properly recorded in the manufacturer’s test documentation. The API Guide for Source Inspection and Quality Surveillance of Electrical Equipment includesswitchgearsamong the major covered equipment categories and emphasizes verification of tests, records, and compliance with applicable standards during source inspection and surveillance. Therefore, for a dielectric withstand test on each bus section, the specified voltage is applied forone minute, makingoption Bthe verified answer.
Laminations in a motor stator core are used to reduce:
Options:
AC voltage.
frequency.
energy loss.
DC voltage.
Answer:
CExplanation:
The correct answer isC. Stator cores in electric motors are built fromthin laminated steel sheetsrather than one solid mass of metal in order to reducecore losses, especiallyeddy current losses. When alternating magnetic flux passes through a solid iron core, circulating currents are induced within the metal. These currents create unwanted heating and waste energy. By dividing the core into insulated laminations, the path available for these circulating currents is broken up and their magnitude is greatly reduced. This improves motor efficiency, lowers temperature rise, and helps preserve insulation life.
From an API source inspection standpoint, this matters because core construction directly affects the performance and reliability of large motors. Excessive core losses can lead to overheating, degraded efficiency, and premature insulation damage. During manufacturing and inspection, the source inspector may review core fabrication quality, lamination integrity, and test results that indicate proper magnetic and thermal performance. The purpose of laminations is not to reduceAC voltage,frequency, orDC voltage. Their function is to minimizeenergy lossin the magnetic core, makingCthe verified best answer.
Positive-pressurization and purging are based on the principle that an enclosure or room located in a classified location can:
Options:
contain low levels of ignitable liquid gas.
have concentrations of flammable gas or vapor.
be supplied with clean air or inert gas at sufficient level.
have arcing low voltage relays operating normally.
Answer:
CExplanation:
The correct answer isC. In hazardous or classified locations, positive pressurization and purging protect electrical equipment by preventing the surrounding flammable atmosphere from entering the enclosure. The operating principle is that the enclosure, cabinet, or room is supplied withclean air or an inert gasat a pressure and flow rate high enough to keep hazardous gas or vapor out before and during equipment operation. This allows equipment that might otherwise not be suitable for direct exposure to a classified atmosphere to operate safely when the purge and pressure conditions are maintained.
From an API source-inspection perspective, this aligns with the guide’s emphasis on verifying compliance with thespecified protection method, nameplate data, project drawings, and applicable hazardous-area requirements during inspection and surveillance. The inspector’s concern is not simply whether the enclosure exists, but whether the correct protective concept has been applied and supported by proper fabrication, testing, and documentation. Options A and B describe the hazardous atmosphere itself, not the protection principle. Option D is incorrect because normal arcing devices still require a suitable protection method; pressurization does not rely on relays arcing normally.
What electronic instrument is used for measuring electrical potential difference between two points in an electric circuit?
Options:
Amp meter
Wheatstone bridge
Voltmeter
Potentiometer
Answer:
CExplanation:
The correct answer isC, Voltmeter. A voltmeter is the instrument specifically used to measure theelectrical potential difference, or voltage, between two points in a circuit. In electrical inspection and testing, voltage measurement is fundamental for verifying whether circuits, terminals, control panels, and equipment are energized at the correct values required by the design documents and equipment ratings. During source inspection and quality surveillance, understanding the correct use of test instruments is important because inspectors may review or witness electrical tests that confirm compliance with specifications and safe operating conditions.
The other options are not correct for this purpose. Anamp metermeasures current flow, not voltage. AWheatstone bridgeis primarily used for precise resistance measurement. Apotentiometeris generally a variable resistor or a device used in circuit adjustment and comparison methods, but it is not the standard instrument identified for routine measurement of potential difference in a circuit.
Therefore, when the question asks which instrument measures voltage between two points, the technically correct and standard answer isvoltmeter.
What is an advantage of the Insulation Resistance test?
Options:
It is non-destructive in nature.
It is not affected by higher moisture content in the air.
It is not affected by increases in joint temperature.
It can be conducted above the breakdown voltage of the insulation.
Answer:
AExplanation:
The correct answer isAbecause theinsulation resistance testis fundamentally anon-destructivediagnostic test when performed at the proper test voltage and in accordance with accepted procedures. It is used to evaluate the condition of insulation by applying a DC test voltage that iswell below the insulation breakdown leveland measuring the resistance to leakage current. This allows the inspector or tester to assess insulation health without intentionally damaging the equipment. That is why it is commonly used during factory testing, pre-commissioning checks, maintenance evaluations, and source inspection verification activities.
The other options are incorrect.Moisturesignificantly affects insulation resistance and usually lowers the measured value.Temperaturealso affects readings, which is why test results are often corrected or interpreted with temperature in mind. The test isnotintended to be conducted above the breakdown voltage of the insulation; doing so would be destructive and would belong to a different category of high-potential testing. The API Guide for Source Inspection and Quality Surveillance of Electrical Equipment includeselectrical systemsamong the covered equipment categories and focuses onsource inspection and quality surveillance activitiesused to verify conformance and test readiness.
According to NFPA 70, equipment shall be marked to show the hazardous environment for which it has been evaluated. Markings on this equipment shall include which of the following?
Options:
Class, voltage, current, material of construction, equipment temperature
Class, division, material classification group, equipment temperature, ambient temperature range
Class, voltage, material classification group, operating temperature, ambient temperature range
Class, division, material of construction, equipment temperature, ambient temperature range
Answer:
BExplanation:
The correct answer isB. For equipment intended for hazardous locations,NFPA 70requires marking that identifies the hazardous environment for which the equipment has been evaluated. Those markings must communicate the essential classification information needed for safe application in the field. This includes theClassof hazardous location, theDivisionwhere applicable, thematerial classification group, theequipment temperatureor temperature code, and theambient temperature rangewhen relevant. These markings allow the user, inspector, and installer to confirm that the equipment is suitable for the specific flammable gas, vapor, dust, or fiber hazard present at the site.
From an API source inspection perspective, this is a critical verification item during final inspection because hazardous-area suitability depends not only on construction, but also on propernameplate and marking compliance. The inspector must confirm that the marked classification agrees with the purchase specification, area classification documents, and certification data. Options A, C, and D are incorrect becausevoltage,current, andmaterial of constructionare not the specific hazardous-location marking elements asked for here. The required hazardous-environment marking set is most accurately described inB.
According to IEEE C57.12.00, a durable, metal, name plate shall be affixed to each transformer by the:
Options:
manufacturer.
owner.
purchaser.
QA/QC Inspector.
Answer:
AExplanation:
The correct answer isA, manufacturer. IEEE C57.12.00 requires that each transformer be provided with adurable metal nameplateattached by themanufacturer. This requirement exists because the nameplate is a permanent identification and rating record for the transformer. It contains critical information such as manufacturer identity, serial number, kVA rating, voltage ratings, frequency, impedance, cooling class, temperature rise, and other essential design and operating data. Since this information originates from the transformer design and production records, responsibility for affixing the plate belongs to the manufacturer, not to the owner, purchaser, or inspector.
From an API source inspection perspective, the nameplate is an important verification point during final inspection. The source inspector checks that the plate is present, permanently attached, legible, and consistent with the approved data sheet, purchase order, drawings, and test records. A missing, incorrect, or improperly marked nameplate can create traceability problems and may result in nonconformance. Therefore, the correct party responsible for affixing the durable metal nameplate is themanufacturer, makingAthe verified answer.
Before starting surveillance, the source inspector should confirm that the supplier/vendor has:
Options:
only the latest code editions, regardless of contract requirements
the most current project documents specified in the engineering design
only verbal instructions from procurement
internal procedures but not drawings
Answer:
BWhy should the dates for source inspection scheduled work process events such as the pre-inspection meeting, key inspection events and anticipated shipping date be identified in advance?
Options:
To allow coordination with other project members involved in the activity
To ensure that all dates will meet the project schedule and quality requirements
To provide a sound basis for inspection and test planning for each shop
To be able to assign inspectors to the shops in order not to conflict with other projects
Answer:
AExplanation:
The correct answer isA. In the API source inspection process, planned dates for events such as thepre-inspection meeting,key inspection points, witness or hold activities, and theanticipated shipping datemust be identified early so that everyone involved in the supply and inspection chain can coordinate their responsibilities. This includes the purchaser, supplier or vendor, source inspector, expediting personnel, quality representatives, and sometimes third-party test witnesses. Advance identification of these dates helps ensure that the right people, documents, and inspection resources are available at the right time and that critical manufacturing or testing stages are not missed.
OptionBsounds reasonable, but identifying dates in advance does not by itself guarantee that schedule and quality requirements will be met. OptionCis only part of the benefit, not the main reason. OptionDmay be a practical staffing advantage, but it is narrower than the overall project coordination purpose.
From an API guide perspective, source inspection is aplanned and coordinated activity, not a last-minute visit. Therefore, the main purpose of identifying these dates early is toallow coordination with all project members involved in the activity.
The evaluation of a component for compliance with product specification and data sheet is known as:
Options:
standardization.
inspection.
validation.
documentation.
Answer:
BExplanation:
The correct answer isBbecauseinspectionis the activity used to evaluate whether a component, assembly, or finished item complies with the applicableproduct specification, approved drawings, purchase requirements, and data sheet. In API source inspection practice, the inspector compares the actual item against the defined technical requirements and verifies whether the equipment conforms before release, shipment, or acceptance. This includes nameplate checks, dimensional checks, material or component verification, review of fabrication records, and witnessing of required tests.
Standardizationrefers to establishing uniform requirements or common practices, not checking a specific component against its purchase requirements.Validationis used more for confirming that a product or system fulfills its intended use under actual or simulated operating conditions, which is broader than routine source inspection.Documentationis only the recording of information and evidence; it does not itself perform the evaluation.
In source inspection and quality surveillance, the inspector’s practical role is to determine compliance by direct observation, review, measurement, and witnessing. That activity is properly calledinspection, makingBthe verified best answer.
According to API 541, for the bearing temperature rise test, motor bearing stable temperature is defined:
Options:
by the manufacturer's FAT procedure.
as a change of not more than 1°C in 30 minutes.
as a rise of not more than 1°C in one hour.
as a rise of not more than 2°C in one hour.
Answer:
CExplanation:
The correct answer isC. In API 541, during thebearing temperature rise test, a motor bearing is considered to have reachedstable temperaturewhen thetemperature rise does not increase by more than 1°C over a period of one hour. This definition is important because the acceptance of the test depends on showing that the bearing temperature has effectively leveled off under the test conditions rather than still trending upward. If temperature continues to rise beyond that limit, the test has not yet reached thermal stability and the result cannot be treated as final.
This criterion is used in factory testing of large motors to confirm acceptable bearing thermal performance, lubrication condition, mechanical fit, and overall operating behavior at the test load and speed. In source inspection, the inspector verifies not only the final measured bearing temperatures, but also that thetest duration, stabilization criterion, instrumentation, and recorded resultscomply with the governing standard and approved procedures. A 30-minute interval is not the API 541 stability definition, and a 2°C rise in one hour is too permissive. Therefore, the correct API 541 requirement isa rise of not more than 1°C in one hour, which makesoption Cthe verified answer.
The primary purpose of the source inspection project plan is to provide the:
Options:
project specific details on how the inspection activities performed will meet the expected quality.
basis for the risk assessment associated with each specific piece of equipment.
experience, training and certification record of each source inspector assigned to each supplier/vendor.
safety and professional conduct policy for the inspector assigned to the supplier/vendor.
Answer:
AExplanation:
The correct answer isA. Thesource inspection project planis the document that defines how inspection and surveillance will be carried out for a particular purchase order, package, or item of equipment so that the requiredquality expectations, contractual requirements, specifications, and critical inspection pointsare properly addressed. In practical API source inspection work, the plan establishes the scope of surveillance, identifies what documents will be reviewed, what hold or witness points will be observed, what tests will be witnessed, and how findings will be reported. Its purpose is therefore to giveproject-specific directionon how inspection activities will assure conformance to the purchaser’s requirements.
Option B is not the best answer because risk assessment may help determine the plan, but it is not the plan’s primary purpose. Option C is incorrect because inspector qualifications may be maintained elsewhere in personnel records and are not the core function of the project plan. Option D is also incorrect because safety and conduct expectations are general organizational requirements, not the main objective of the source inspection project plan. The plan is fundamentally abouthow inspection will be executed to verify quality.
Circuit breakers over 1000 V equipped with stored energy mechanisms shall perform which of the following functions?
Options:
Indicate whether power is available to the circuit breaker
Identify the presence of fault current flow through the circuit breaker
Locate the position of the charging mechanism
Prevent the release of the stored energy unless the mechanism has been fully charged
Answer:
DExplanation:
The correct answer isD. Formedium-voltage circuit breakers over 1000 Vthat use astored-energy operating mechanism, a key safety and functional requirement is that the mechanism mustnot release the stored energy until it has been fully charged. This prevents incomplete closing or tripping operations, avoids unreliable breaker performance, and reduces the risk of mechanical damage or unsafe operating conditions. In other words, the breaker mechanism must include an interlock or control feature that blocks release of the spring or stored-energy system unless the charging cycle has been properly completed.
The other options do not express the required stored-energy mechanism function. Indicating control power availability may be useful, but it is not the defining requirement of the stored-energy mechanism itself. Detecting fault current is the job of protective relays and sensing devices, not the charging mechanism. Locating the position of the charging mechanism is not a required protective function. In API-aligned source inspection ofswitchgear, the inspector verifies mechanism operation, interlocks, test records, and compliance with the applicable standards and project specifications. Therefore, the required function is toprevent release of stored energy unless the mechanism is fully charged, makingoption Dthe verified answer.
In a Class I hazardous area, what is the maximum distance from an enclosure, containing arcing devices should a conduit seal be located?
Options:
4 inches 10.16 cm away from the closest union or coupling
10 inches 25.4 cm
12 inches 30.48 cm
18 inches 45.72 cm
Answer:
DExplanation:
The correct answer isD. InClass I hazardous locations, conduit seals are required near enclosures that containarcing, sparking, or heat-producing devicesin order to prevent the passage of flammable gases or vapors through the conduit system and to limit the spread of an internal explosion. UnderNFPA 70, this seal must be installedas close as practical to the enclosureandnot more than 18 inches 45.72 cm away.
This requirement is important because threaded rigid metal conduit systems can otherwise become a path for hazardous vapors to migrate from one enclosure or area to another. If an ignition occurs inside the enclosure, the sealing fitting helps contain pressure effects and reduces flame propagation through the raceway. From an API source inspection and quality surveillance standpoint, the inspector must verify that hazardous-location installation details, including sealing fittings, match code requirements, approved drawings, and area-classification needs. Seal placement is therefore not just a field convenience item; it is a critical safety feature affecting equipment acceptability in classified service.
Options A, B, and C do not match the NFPA requirement. The maximum permitted distance is18 inches.
Areas where ignitable concentrations of flammable gases or vapors are present continuously or for long periods of time are classified as:
Options:
Class I Zone 0.
Class I Zone 1.
Class I Division 2.
Class I Zone 2.
Answer:
AExplanation:
The correct answer isA, Class I Zone 0. In hazardous-area classification,Class Irefers to locations whereflammable gases or vaporsmay be present in the atmosphere. Under theZone system,Zone 0is the classification used where an ignitable concentration is presentcontinuously,for long periods, orfrequently enoughthat it must be assumed to exist during normal conditions. This is the most severe gas-vapor zone classification because the hazardous atmosphere is expected to be present as part of normal operation.
By contrast,Class I Zone 1applies where flammable gas or vapor is likely to be present in normal operation, but not continuously for long periods.Class I Zone 2applies where the hazardous atmosphere is not likely in normal operation and, if it does occur, it exists only for a short time.Class I Division 2is also a less severe classification under the Division system, not the continuous-presence category.
From an API source inspection perspective, correct hazardous-area classification is critical because it governs the acceptable protection methods, enclosure types, markings, and certification requirements for electrical equipment installed in those areas.
Unlock API-SIEE Features
- API-SIEE All Real Exam Questions
- API-SIEE Exam easy to use and print PDF format
- Download Free API-SIEE Demo (Try before Buy)
- Free Frequent Updates
- 100% Passing Guarantee by Activedumpsnet
Questions & Answers PDF Demo
- API-SIEE All Real Exam Questions
- API-SIEE Exam easy to use and print PDF format
- Download Free API-SIEE Demo (Try before Buy)
- Free Frequent Updates
- 100% Passing Guarantee by Activedumpsnet